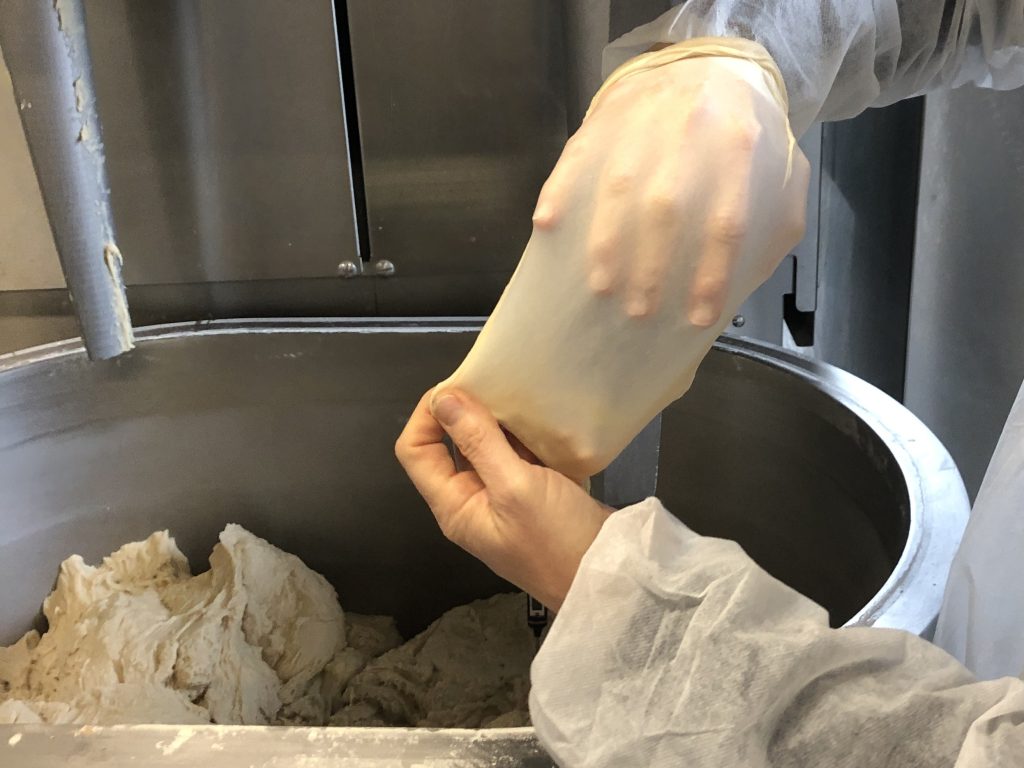
Que l’on parle de produits de boulangerie, viennoiserie, pâtisserie tout commence par la fabrication d’une pâte, toutes différentes les unes des autres. Les produits finis se distinguent aujourd’hui grâce à leurs visuels ou les équipements nécessaires à leur élaboration mais il existe une vraie distinction technologique : l’état rhéologique de la pâte.
L’objectif de cet article est de donner une grille de lecture simple et pratique des types de pâtes pour mieux comprendre leurs comportements en process et sécuriser vos choix industriels. Ce classement n’est pas théorique : il conditionne directement les technologies à mettre en face… et donc le sourcing des fournisseurs les mieux spécialisés.
Hopi consulting est le seul bureau d’études entièrement spécialisé dans le secteur de la BVP et du snacking. Ce choix, d’intervenir dans ce seul secteur d’activité nous permet d’offrir une expertise métier concrète et une garantie de solutions sur mesure dédiées au monde de la boulangerie, viennoiserie et pâtisserie. De plus, notre approche globale touche les équipements, les utilités et les infrastructures : elle offre à nos clients un partage de savoir-faire et d’expérience qui font notre force et notre particularité. Enfin, Hopi consulting se distingue par sa totale indépendance et impartialité dans le domaine de la sélection des équipementiers et fournisseurs de process, seule garantie pour vous offrir la solution qui répond spécifiquement à votre besoin.

Dans l’industrie de la BVP, l’analyse des performances se concentre encore trop souvent sur le produit fini cuit (aspect, volume ou texture) alors que la véritable maîtrise industrielle commence dès la pâte. Sa rhéologie, son élasticité, sa ténacité, sa dureté ou encore son comportement au façonnage déterminent directement le choix et le dimensionnement de l’ensemble des équipements process en amont : pétrin, ligne de production, convoyeurs…
C’est pourquoi la caractérisation des pâtes constitue aujourd’hui un enjeu stratégique majeur pour les industriels de la BVP souhaitant optimiser leurs outils de production. Ces problématiques, ainsi que les solutions permettant d’adapter les équipements au comportement réel des pâtes nous amène à présenter la société MERAND dans cet article.
Merci à Thierry CLAUSSE et Xavier LE BENOIST de l’entreprise MERAND pour leur collaboration à cet article.
L’article résumé
Cet article a pour objectif de changer l’angle de vue d’un projet en BVP grâce à la classification des pâtes et à leur rhéologie (état physique) et non plus par le produit fini en fin de chaîne de production
Les 3 types de pâtes
- Dures : peu hydratées, friables (biscuits)
- Liquides : très hydratées, fluides (cakes, choux)
- Souples : intermédiaires (pain, brioche, levain)
De ces trois types de pâtes découlent des logiques process :
- Pâtes dures → découpe, laminage, refroidissement
- Pâtes liquides → gestion de la viscosité, dosage
- Pâtes souples → équilibre tenue, extensibilité, fermentation



Notre avis technique
Intégrer le type de pâte au cœur de la définition du besoin du projet. Par exemple en :
- Anticipant les contraintes de pâtes collantes
- Optimisant la fluidité et le transfert de pâtes difficiles
- Évitant les risques de phénomènes de sur-pétrissage
Pourquoi ne pas profiter de cet article pour cadrer votre prochain investissement avec un cahier des charges clair et lisible, mettant l’accent sur votre produit, vos objectifs et vos enjeux avant tout préalable ? Un peu sorti de nul part cette question …. à mettre en conclusion
Classer les pâtes par leur rhéologie, pas par les produits finis
Cette classification par état rhéologique donne immédiatement des indications sur la façon de pétrir, de convoyer la pâte puis de la travailler, diviser, façonner de manière industrielle.
Pâtes dures
Exemples de pâtes dures : Pâtes à biscuits ou pâtes à tartes sablées
- Hydratation faible, texture ferme, friable, sans grande cohésion interne.
- Peu de réseau de gluten structuré, l’objectif n’est pas de développer une mie, mais une texture sablée, croustillante ou croquante.
- Conséquences process :
- travail par agglomération, laminage, découpe, emporte-pièce
- sensibilité forte à la température (effet de ramollissement très rapide)
- importance du repos et du refroidissement entre les opérations

Pâtes liquides
Exemples de pâtes liquides : biscuits de pâtisserie ou pâtes jaunes
- Fort taux d’hydratation et de matières grasses, souvent beaucoup d’œufs
- Conséquence process, la clé n’est pas la tenue avant cuisson, mais la viscosité maîtrisée :
- assez fluide pour être dosée de façon régulière,
- absence de particules non dissoutes et de grumeaux,
- assez stable pour ne pas se séparer ni perdre son foisonnement avant la cuisson.
Pâtes souples
PÂTES BOULANGÈRES :
- Température, hydratation et consistance très variables en fonction du process destiné
- Constitution d’un réseau de gluten capable de contenir le gaz de fermentation
- Conséquence process :
- Équilibre délicat entre tenue, retenue des gaz et comportement en lignes mécanisées
- Très large spectre rhéologique possible, depuis la pâte la plus ferme à celle la plus souple :
- Pâte très ferme : La détrempe de feuilletage
- Pâte ferme : Pâte à pain blanc façonné en direct
- Pâte souple : Pâte à brioche riche en beurre
- Pâte très souple : Pâte à buns pour hamburger
DÉTREMPES DE VIENNOISERIES :
- Hydratation faible, texture ferme avec un réseau gluténique fortement constitué
- Conséquence process :
- Équilibre fragile mais nécessaire entre consistance et extensibilité afin d’accepter les opérations de tourage nécessaires au feuilletage (Pour en savoir plus, voici notre article sur le process industriel de feuilletage)
LEVAIN, BIGA, SPONGE :
- Pré‑ferments plus ou moins hydratés, qui jouent à la fois sur la rhéologie finale de la pâte (extensibilité, consistance) et sur l’aromatique des produits (Pour en savoir plus, voici notre article sur les levains)
- Ces pâtes souples sont probablement celles qui imposent le plus de contraintes aux lignes mécanisées : paramétrage du pétrissage, gestion des ambiances de fermentation, dimensionnement des temps de repos, choix des systèmes de transfert, etc.

Les trois grands leviers qui façonnent la texture
Derrière chaque pâte, quel que soit le produit fini, on retrouve trois clés qui pilotent sa structure et son caractère rhéologique :
Le niveau d’hydratation
Eau, lait, crème, œufs, matières grasses liquides (huiles) …
- Plus l’hydratation est élevée, plus la pâte est fluide, mais potentiellement collante aussi
- Une variation de quelques points d’hydratation suffit à changer les conditions de pétrissage, de façonnage ou de dosage.
La structuration du réseau gluténique
Le pétrissage est au cœur de l’action, rhéologique : il donne « la force » à la pâte en construisant le réseau de gluten et apporte l’élasticité, la ténacité et la capacité de la pâte à retenir les gaz (Pour en savoir plus, voici notre article sur le process industriel de fabrication du pain).
- Un sous-pétrissage ou pétrissage peu poussé entraîne des pâtes plus fragiles et moins extensibles
- Une sur-pétrissage ou un pétrissage intensif développe un réseau plus fort, une pâte plus lisse mais aussi plus sensible
=> Tout n’est pas aussi net sur le terrain, il s’agit d’équilibres fragiles !

La température
À recette et pétrissage identiques, une pâte chaude sera moins consistante et plus collante qu’une pâte froide. À l’inverse une pâte trop froide risque d’être trop ferme.
La température a plusieurs origines :
- La température des locaux
- La température des ingrédients
- La température de l’eau de coulage
- L’échauffement lié aux efforts en cours de pétrissage
La maîtrise de la régularité de cette température est la clé de la maîtrise dans le process de boulangerie (Pour en savoir plus, voici notre article sur la maîtrise de la température de la pâte).
Notre avis
En quoi cette grille de lecture change la façon de concevoir un process ? Aborder un projet BVP uniquement par le prisme « produits / machines » conduit souvent à des lignes qui ont sous-estimé les enjeux des consistances des pâtes.
En repositionnant la rhéologie des pâtes au centre de la réflexion, on peut :
- Anticiper des contraintes de pâtes collantes
- Optimiser la fluidité et le transfert de pâtes difficiles
- Éviter des phénomènes de sur-pétrissage altérant la qualité
Démarrer un projet de BVP uniquement avec la conviction que seule l’étape de pétrissage joue un rôle sur la rhéologie de la pâte conduit à ne se focaliser que sur une partie des enjeux. Il faut au contraire :
- Considérer l’impact de la température, qu’il s’agisse de celle des ingrédients, de l’eau de coulage ou des locaux comme essentiel au bon processus de fabrication
- En conséquence adapter les solutions aux conditions météorologiques locales : France, Moyen‑Orient, Europe de l’Est…
- Ajuster les temps et conditions de repos, de fermentation, de refroidissement en fonction du comportement des pâtes
- Anticiper les limites de la mécanisation ou des transferts
Aborder les projets de BVP avec cette « grammaire des pâtes » est aussi un outil fédérateur et très concret pour parler le même langage entre ingénierie, production, R&D et qualité, et pour cadrer les cahiers des charges avant d’entrer dans les débats d’équipements.
Présentation de la société MERAND
Reconnue par les artisans et fournisseur privilégié de nombreuses chaines de distribution, MERAND est une entreprise familiale qui conçoit et fabrique des machines robustes, évolutives et faciles d’entretien.
La société a développé une gamme complète de façonneuses, diviseuses, bouleuses, balancelles et lignes automatiques destinées à tout type de besoins. Présente partout en France grâce à son vaste réseau de distributeurs, l’entreprise réalise plus de 60 % de son chiffre d’affaires à l’export en s’appuyant sur son réseau de revendeurs, avec des lignes notamment implantées en Russie, aux États-Unis, ou encore en Thaïlande, confirmant ainsi son rayonnement international.
Quelques chiffres :
- Date de création : 1954
- Effectif : 30 Personnes (dont 5 dédiées au service R&D)
- Localisation : Brécé, Bretagne, France
- Chiffre d’affaires : 5.8 M€ (2025)
- Baking Center : 600 m²
- Volume de vente : +600 machines installées par an dans le monde entier

L’entreprise MERAND se positionne comme un acteur fort du marché de la BVP grâce à sa présence sur de nombreux secteurs d’activité et à sa capacité à se diversifier. Ce positionnement lui permet de répondre à une large diversité de besoins et de clients :
- Boulangerie artisanales
- Chaine de boulangeries
- GMS
- Boulangerie industrielle
- HORECA
Focus sur l'offre technique MERAND
1. Gamme Artisans & HORECA
MERAND propose une gamme complète d’équipements de panification dédiée aux artisans : diviseuses hydrauliques, diviseuses-formeuses, bouleuses, repose-pâtons ainsi que des lignes automatiques intégrant des diviseuses volumétriques.
Les équipements MERAND sont largement présents dans de nombreuses boulangeries, témoignant de leur reconnaissance sur le terrain. Ces équipements se distinguent par leur fiabilité, leur robustesse et leur simplicité d’utilisation. Leur conception facilite également l’entretien quotidien, garantissant ainsi une performance durable et optimale au service des artisans boulangers.

Bon à savoir : Dans le cadre de la prévention des risques professionnels, certains équipements sont éligibles à des subventions de la Caisse Nationale d’Assurance Maladie (CNAM), avec une prise en charge pouvant atteindre 70 %.
2. Lignes de production automatiques
MERAND propose une large gamme de lignes de production adaptées à tous types de pâtes, conçues selon la même philosophie que les équipements de la gamme artisan : simplicité, robustesse et efficacité. Chaque solution intègre une attention particulière portée à l’ergonomie et à la facilité de nettoyage, afin de garantir confort d’utilisation et hygiène optimale au quotidien.
Cette gamme de ligne de production se compose des modèles suivants :
- FlexiLine : Adaptée pour la fabrication des baguettes traditionnelles jusqu’à 2500 pcs/h
- Rolling Line : Adaptée pour la fabrication des petits produits et produits boulés jusqu’à 4500 pcs/h
- RheoPan Line : Adaptée pour la fabrication des produits avec une forte hydratation jusqu’à 700 Kg/h
- Easy Line : Adaptée pour les produits façonnés en direct (sans étape de détente) jusqu’à 2500 pcs/h
- Kraft Line : Adaptée pour la fabrication de gros produits jusqu’à 1800 pcs/h

3. Modules de scarification
La gamme de scarification MERAND comprend des modules de scarification automatiques, disponibles en version indépendante, intégrée en ligne continue ou encore combiné avec un déchargeur de chariots. Ils permettent de réaliser des coupes droites ou obliques avec une grande régularité, garantissant un rendu homogène. Simples d’utilisation, ils permettent aussi à des opérateurs non qualifiés de réaliser des scarifications précises et régulières.
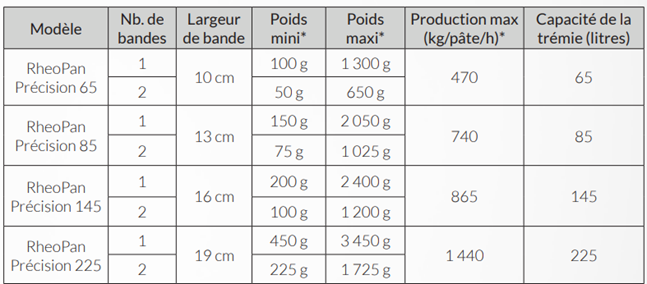
Focus sur la ligne RheoPan - MERAND
Le principe de fonctionnement de la Ligne RheoPan repose sur son système de double pesée en continu qui offre une excellente régularité dans les poids. Tous les poids des pâtons sont contrôlés automatiquement sur un tapis-peseur. En cas d’écart de poids, la ligne RheoPan se calibre automatiquement, et en continu, pour corriger la découpe et ainsi garantir la consigne de poids.
Flexibilité
La grande force de la Ligne RheoPan, réside dans sa capacité à travailler une large gamme de pâte : de la pâte ferme type buns à la pâte pour panettones très élastique et collante. Ceci est rendu possible grâce à plusieurs buses, positionnées à des endroits stratégiques de la machine (trémie de réception de la pâte, convoyeur peseur, etc…), qui aspergent en continu les zones en contact avec la pâte. Un autre réglage permet de diviser le bandeau de pâte en deux et ainsi réaliser des petits produits (types ciabatta ou pavés) très facilement.
La Ligne RheoPan peut donc s’adapter à toutes les gammes de poids et de cadences :
Modularité
En fonction des modules installés (bouleuse, façonneuse, chambre de repos, etc…) la ligne permet de réaliser une très grande variété de produits : pâtons rectangulaires ou carrés type ciabatta, boules (du pain de campagne aux panettones), pains façonnés et allongés type baguettes. La flexibilité est également présente au niveau de l’alimentation en pâte de la trémie : alimentation manuelle, élévateur de bacs, élévateur de cuves avec sur-trémie.
Ergonomie et hygiène
MERAND accorde une attention particulière à l’ergonomie générale de la ligne qui se fait via un écran IHM intuitif dans lequel l’utilisateur peut ajuster en direct les réglages de la ligne. L’accessibilité opérateur pour la maintenance et le nettoyage de la ligne est également facilitée avec un démontage sans outils de la plupart des carters de protection.
Conclusion -> a faire
Vous l’aurez compris, en boulangerie industrielle, comprendre la pâte avant le produit fini est un point essentiel pour concevoir un process performant et durable. Rhéologie, température, fermentation ou comportement au façonnage influencent directement les choix d’équipements, les conditions de production et donc la qualité finale du produit.
Cette lecture plus globale du process constitue aujourd’hui un véritable levier d’optimisation industrielle et un langage commun entre l’ensemble des acteurs du projet : équipes clients, fournisseurs, experts process…
C’est dans cette logique que MERAND accompagne ses clients avec des équipements robustes et des solutions conçues au plus près des réalités terrain et des comportements des pâtes.
Hopi consulting vous accompagne dans cette démarche en vous proposant un accompagnement technique sur mesure, indépendant et en formule 100% BVP. Découvrez nos solutions d’appuis technique sur notre site internet.
Cet article a été écrit par Hopi consulting, l’ingénierie dédiée à la Boulangerie, Viennoiserie,
Pâtisserie. Découvrez d’avantage d’articles sur le blog Hopi consulting dédié la BVP.