
KEY PARAMETERS
It is impossible to start this article without immediately introducing the key parameters or real levers of action for good management of the atmosphere and conditions that you wish to impose.
1- TEMPERATURE :
 This is the criterion that comes to everyone’s mind. Temperature is a physical quantity, in everyday life, it is related to the sensations of hot and cold, resulting from the heat transfer between the human body and its environment. In physics, it is defined in several ways, but mainly as an increasing function of the degree of thermal agitation of the particles. The most common temperature scale around us is the degree Celsius scale.
This is the criterion that comes to everyone’s mind. Temperature is a physical quantity, in everyday life, it is related to the sensations of hot and cold, resulting from the heat transfer between the human body and its environment. In physics, it is defined in several ways, but mainly as an increasing function of the degree of thermal agitation of the particles. The most common temperature scale around us is the degree Celsius scale.
2- HUMIDITY :
Hygrometry? Humidity? Steam?

Simply and to understand: the ambient air is composed of water in the form of a gas called water vapour. Humidity is a common term: it is the amount of water vapour in the air. Hygrometry is a value that corresponds to the percentage of air saturation contained in humidity or water vapour (75% in the room where I am writing this article for example).
3- AERAULICS : 
Aeraulics is the branch of physics that deals with the study of airflow and its applications. There are many applications, but the ones we are interested in are in ventilation and air conditioning.
Knowing these key parameters is necessary but it is not enough,
they still need to be mastered…
Here are a few words of caution to help you take stock of the complexity of the issues inherent in controlling the climatic conditions of these process environments in bakery processing.
A living product :
 What could be more complex than attaching notions of reproducibility to a product that never reacts perfectly in the same way… It completely depends on the environmental conditions that are imposed on it and yet its reactions are sometimes unpredictable.
What could be more complex than attaching notions of reproducibility to a product that never reacts perfectly in the same way… It completely depends on the environmental conditions that are imposed on it and yet its reactions are sometimes unpredictable.
Target and actual value :

As soon as the technical process is based on instrumentation and measurement elements, the issue of accuracy and repeatability of the information measured takes on a considerable role. It comes from the essential notions of calibration and reliability of these measuring instruments (probes, sensors, etc.).
Monitoring precision :

As soon as the technical process is based on instrumentation and measurement elements, the issue of accuracy and repeatability of the information measured takes on a considerable role. It comes from the essential notions of calibration and reliability of these measuring instruments (probes, sensors, etc.).
Impact of dust & aggressive environments:

Air treatment management in bakeries are made even more complex because of sources of contamination that can potentially lead to corrosion of the equipment, such as flour dust in the air, but also the broken crusts of products, such as bread. The hot fermentation environments in the presence of yeast also contribute to these very demanding environments for the equipment (from visible wear and tear of the frames to drifts in performance due to the clogging of heat exchangers, air diffusion ducts, etc…).
Multifactorial study :

This is probably the greatest difficulty linked to this topic – the treatment of bakery processing environments : the fact that no key parameter (T°C, humidity, etc.) can and should be considered in isolation. The observation of the impact of climatic conditions on a fermented or frozen product, for example, demonstrates very well that the effect on a product of a rise or fall in temperature cannot be reproduced if an analysis of the other criteria is not carried out. It is by adding inputs, such as the recipe of the finished product and the impact of raw materials, the workflow and the transit times of the products, as well as the aeraulics, that you see the full extent of how difficult the exercise can be…

MANAGEMENT SOLUTIONS :

CONTROL THE VARIATION OF AIR TEMPERATURE AND PRODUCT:
Today, we must limit the deviation of air temperature in the chamber from the target temperature: this is astability objective. In other words, throughout the fermentation process and at any point in the production range (start-up, mid-production, etc.), the growth temperature must never deviate by more or less than 0.5°C from the target. It is a first performance barrier that must be imposed. This stability criterion can be controlled and described by climate control (it is the difference between the setpoint and the actual measured value).
CONTROLLING VARIATIONS IN AIR HUMIDITY:
Similarly, it is necessary to be rigorous in order to limit the deviation of humidity in the environment. Growth humidity should never deviate from the target by more or less than 3%. It is another performance barrier that must be imposed. This humidity adjustment criterionis achieved by means of cold batteries grafted onto the oven’s ventilation system and by incorporating steam into the air.
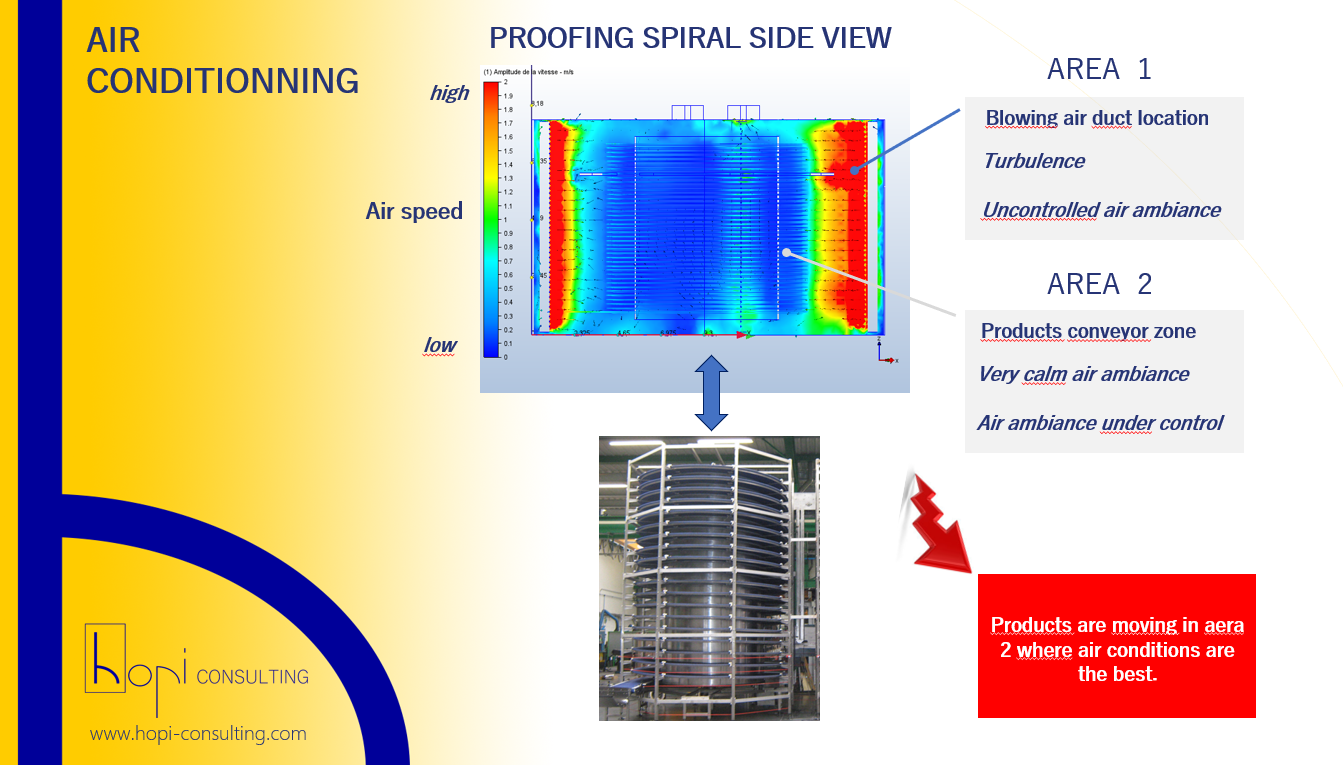
CHECK AIR VELOCITY AND AIR CHANGE RATES:
This is achieved by controlling the air change rates, i.e. the ratio of room air in the growth space that is replaced by fresh outside air. This air change rate should be in the order of 20 to 40 volumes/hour.
In addition, the air velocities on the products are neither too high nor too low. Air velocity ranges between 0.3 and 0.5 metres/seconds must beimposed.
ASSURANCE OF ROBUST EQUIPMENT IN GOOD WORKING CONDITION:
This advice is not to be taken lightly. Due to the risks of abrasion and corrosion caused by baked goods and pastry products, the wear and tear of the elements in contact with the proofing air is accelerated and poses a real problem. It is therefore necessary to select resistant equipment, make appropriate choices of materials (with a preference for stainless steel) and design to adapt to air laden with flour, humidity and acid particles.

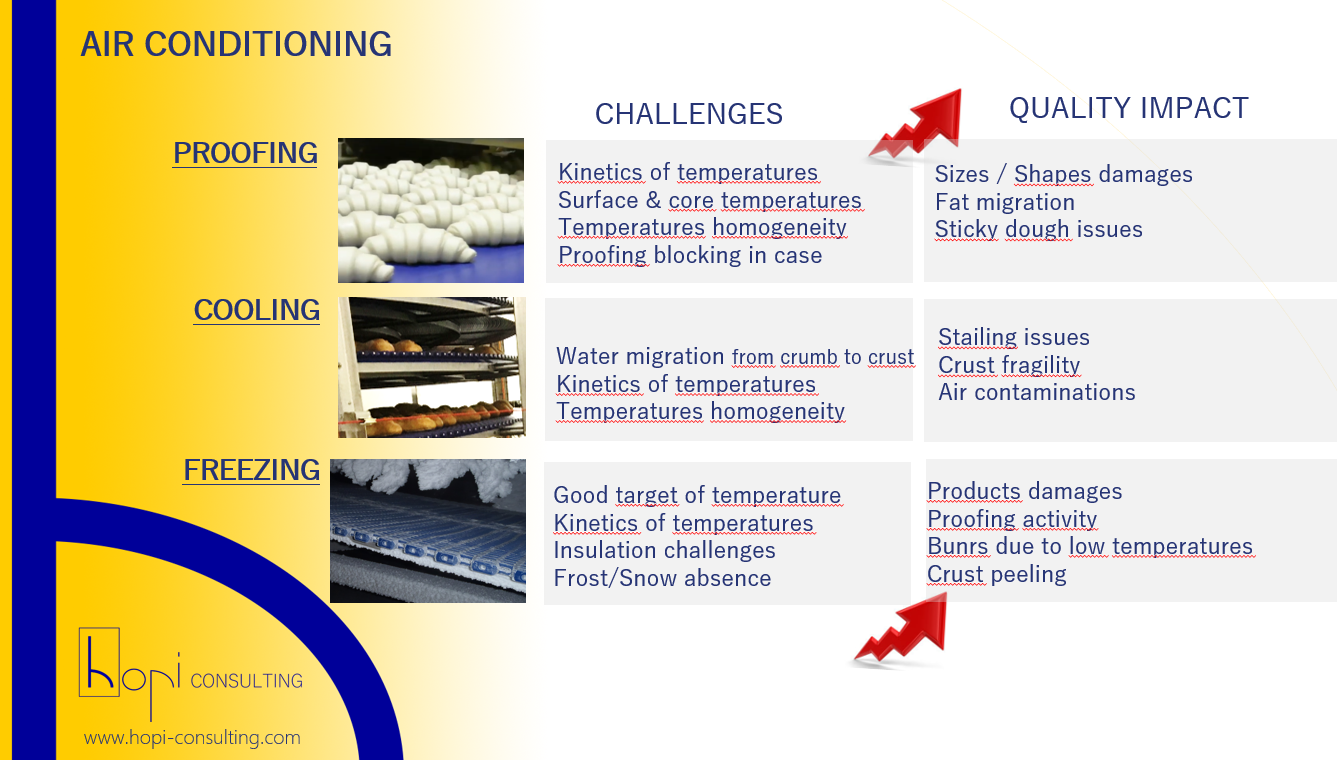
CHALLENGES OF THIS STAGE :
As you will have understood by now, many of the issues mentioned above will be seen again in the image of the kinetic control of variations in temperature: do not cool down either too quickly or too slowly. But you must also ensure that there are no preferred cooling airflows that would exclude certain areas in the penetrant test circuit (PT circuit).
However, the post-baking stage has some distinctive features.
For bread products, and more particularly, for “crusty” products such as baguettes, cooling is a risky  business. Basically, if moisture migration from the breads is poor, it results in a crust which loses its crispness and crumbs that are no longer preserved as desired. It is therefore essential to respect the key points in the management of the penetrant testing environment and not to neglect the effect of this step on the quality of the finished product. Hygrometry checks make it possible to closely manage the differences in partial pressure of water vapour between the atmosphere and the surface of the bread crusts, thereby controlling the phenomenon of product evaporation.
business. Basically, if moisture migration from the breads is poor, it results in a crust which loses its crispness and crumbs that are no longer preserved as desired. It is therefore essential to respect the key points in the management of the penetrant testing environment and not to neglect the effect of this step on the quality of the finished product. Hygrometry checks make it possible to closely manage the differences in partial pressure of water vapour between the atmosphere and the surface of the bread crusts, thereby controlling the phenomenon of product evaporation.
Energy saving ideas & FREE COOLING solutions:
 The operating principle of the penetrant testing stage is based on the objective of reducing the temperature of the products when they leave the oven, on average from 80°C to 45°C. It is therefore essential to act using 2 combined ways: to extract the heated air from the calories of the cooked products and to replace it with new air that has been cooled beforehand.
The operating principle of the penetrant testing stage is based on the objective of reducing the temperature of the products when they leave the oven, on average from 80°C to 45°C. It is therefore essential to act using 2 combined ways: to extract the heated air from the calories of the cooked products and to replace it with new air that has been cooled beforehand.
The FREE COOLING solution aims to replace the traditional solution of cooling fresh air by passing it through a cold battery of an air handling unit which is itself cooled by glycol water (MPG or MEG). The idea is to replace this energy-intensive heat exchange with a more economical and environmentally friendly solution that uses fresh outside air if conditions allow it. In this case, the fresh air, provided that its temperature is suitable for the desired cooling temperature target, is only filtered and then used to cool the products: this is known as an “all fresh air ” solution or, if mixed with recycled air, as “partial fresh air“.
Control of air hygiene and zero contamination:
Cooling products remains a risky step in terms of hygiene for all freshly packaged products. This is why filtration techniques and complementary solutions such as treatment with ultraviolet rays offer real guarantees to control the danger of product pollution by contaminated outside air.




TO CONCLUDE,
The aim of this article was to provide technical clarifications on the treatment of process environments using BVP, in particular during the fermentation, post-cooking penetrant and deep freezing stages. This subject was particularly close to my heart because of the difficulties faced by many manufacturers. Empiricism, conflicting technical opinions, effectiveness of highly questionable solutions…. I am sure that many players in the BVP world can relate to these words. And yet today, the approach and methods of analysis have developed. The technical solutions used to control climatic conditions are rich nowadays, well adapted to BVP products, and I find them effective.
It was interesting to involve the CLAUGER company which, among others, offers installations such as those presented in this article. Their insight into all these areas of temperature, humidity and air velocity control deserves to be highlighted to you, the reader.
Do not hesitate to discuss these topics with your contacts who are manufacturers of fermentation equipment, deep freezers, etc., and also with your refrigeration partners. They will be able to guide you towards greater serenity and optimisation.
This article was written by Ronan Le Bourhis, Founder of Hopi consulting engineering dedicated to the Bakery, Pastry and Confectionery industries. Discover more articles on hopi consulting blog dedicated to BVP
![]()