
LES PARAMETRES CLES
Impossible de démarrer cet article sans introduire immédiatement les paramètres clés ou véritables leviers d’actions d’une bonne maitrise de l’ambiance et des conditions que l’on souhaite imposer.
1- LA TEMPERATURE :
C’est le critère qui vient à l’esprit de chacun. La température est une grandeur physique, dans la vie courante, elle est reliée aux sensations de froid et de chaud, provenant du transfert thermique entre le corps humain et son environnement. En physique, elle se définit de plusieurs manières mais surtout comme fonction croissante du degré d’agitation thermique des particules. L’échelle de température la plus courante autour de nous est le degré Celsius.
l’esprit de chacun. La température est une grandeur physique, dans la vie courante, elle est reliée aux sensations de froid et de chaud, provenant du transfert thermique entre le corps humain et son environnement. En physique, elle se définit de plusieurs manières mais surtout comme fonction croissante du degré d’agitation thermique des particules. L’échelle de température la plus courante autour de nous est le degré Celsius.
2- L’HUMIDITE :
Hygrométrie ? Humidité ? Vapeur ?

Simplement et pour comprendre : l’air ambiant est composé d’eau sous forme de gaz c’est la vapeur d’eau. L’humidité c’est un terme usuel : c’est la quantité de vapeur d’eau dans l’air. L’hygromètrie c’est une valeur qui correspond au pourcentage de saturation de l’air en humidité ou vapeur d’eau (75% dans la pièce où j’écris en ce moment cet article par exemple).
3- L’AERAULIQUE : 
L’aéraulique désigne la branche de la physique qui traite de l’étude de l’écoulement de l’air et de ses applications. Les applications sont nombreuses, celles qui nous intéressent touchent la ventilation et la climatisation.

Connaitre ces paramètres clés est nécessaire mais insuffisant,
reste encore à les maîtriser…
Voici quelques points d’alertes pour prendre mesure de la complexité des enjeux inhérents à la maitrise des conditions climatiques de ces ambiances de process en BVP.
Un produit vivant :
Quoi de plus complexe que d’attacher des notions de reproductibilité à un produit  qui ne réagit jamais parfaitement de la même manière…Il dépend totalement des conditions d’ambiances que l’on va lui imposer et pourtant ses réactions sont parfois imprévisibles.
qui ne réagit jamais parfaitement de la même manière…Il dépend totalement des conditions d’ambiances que l’on va lui imposer et pourtant ses réactions sont parfois imprévisibles.
Valeur cible et valeur réelle :

Un point clé est la prise en considération que la valeur paramétrée et souhaitée n’est pas naturellement celle qui sera mesurée dans la réalité. D’abord en raison de notions de déperditions entre la source et l’ambiance mais aussi en raison d’enjeux de maintien de ces conditions cibles dans le temps et enfin du fait que les conditions climatiques dans un même volume ne sont pas uniformes (en cause les chemins préférentiels de climatisation ou les effets de perturbations avec les parois des locaux voisins).
Précisions du monitoring :
 Dès lors que l’on fait reposer le processus technique sur de l’instrumentation et des éléments de mesures, un enjeu de précision et de répétabilité de l’information mesurée prend un rôle considérable. Il en vient des notions essentielles d’étalonnage et de fiabilité de ces instruments de mesure (sondes, capteurs, etc..).
Dès lors que l’on fait reposer le processus technique sur de l’instrumentation et des éléments de mesures, un enjeu de précision et de répétabilité de l’information mesurée prend un rôle considérable. Il en vient des notions essentielles d’étalonnage et de fiabilité de ces instruments de mesure (sondes, capteurs, etc..).
Impact des poussières & ambiances agressives :
 Le traitement des ambiances en BVP est rendu d’avantage complexe en raison de sources d’encrassements potentiellement génératrices de corrosion des équipements, c’est le cas dans l’air des poussières de farines de fleurage mais aussi des brisures de croûtes de produits tels les pains de mie. Les ambiances chaudes de fermentation en présence de levures participent aussi à ces ambiances très exigeantes pour les matériels (de l’usure visible des bâtis jusqu’aux dérives des performances en raison de l’encrassement des échangeurs thermiques, des gaines de diffusion d’air, etc…).
Le traitement des ambiances en BVP est rendu d’avantage complexe en raison de sources d’encrassements potentiellement génératrices de corrosion des équipements, c’est le cas dans l’air des poussières de farines de fleurage mais aussi des brisures de croûtes de produits tels les pains de mie. Les ambiances chaudes de fermentation en présence de levures participent aussi à ces ambiances très exigeantes pour les matériels (de l’usure visible des bâtis jusqu’aux dérives des performances en raison de l’encrassement des échangeurs thermiques, des gaines de diffusion d’air, etc…).
Analyses multifactorielles :

C’est probablement la plus grande difficulté liée à cette thèmatique de traitement des ambiances de process en BVP : le fait qu’aucun paramètre clé (T°C, humidité…) ne peut et ne doit être considéré de manière isolée. L’observation des impacts des conditions climatiques sur un produit fermenté ou surgelé par exemple démontre très bien que l’effet sur le produit d’une élévation ou baisse de la température ne saurait être reproductible si l’analyse des autres critères n’est pas menée. C’est en rajoutant des intrants comme la recette du produit fini et l’impact des matières premières, la transitique et les temps de passage des produits, l’aéraulique par ailleurs et c’est alors que vous prenez la pleine mesure de la difficulté de l’exercice…

LES SOLUTIONS DE PILOTAGE :

MAITRISER LA VARIATION DE LA TEMPERATURE D’AIR :
Il faut s’imposer aujourd’hui à limiter la déviance de la température de l’air de l’enceinte avec la température cible : c’est un objectif de stabilité. Autrement dit, tout au long du process de fermentation et quelque soit le moment dans la plage de fabrication (démarrage, milieu de production…), la température de pousse ne doit jamais dévier de plus ou moins 0.5°C par rapport à la cible. C’est un premier cirière de performance qu’il faut imposer. Ce critère de stabilité peut être maitrisé et qualifié par la régulation climatique (c’est l’écart entre la consigne et la valeur réelle mesurée).
MAITRISER LA VARIATION DE L’HUMIDITE DE L’AIR :
De même, il faut s’imposer une rigueur pour limiter la déviance de l’humidité dans l’ambiance. L’humidité de pousse ne doit jamais dévier de plus ou moins 3% par rapport à la cible. C’est un autre cirière de performance qu’il faut imposer. Ce critère d’ajustement de l’hygrométrie s’obtient à l’aide de batteries froides greffées sur l’organe de ventilation de l’étuve et d’une incorporation de vapeur dans l’air.
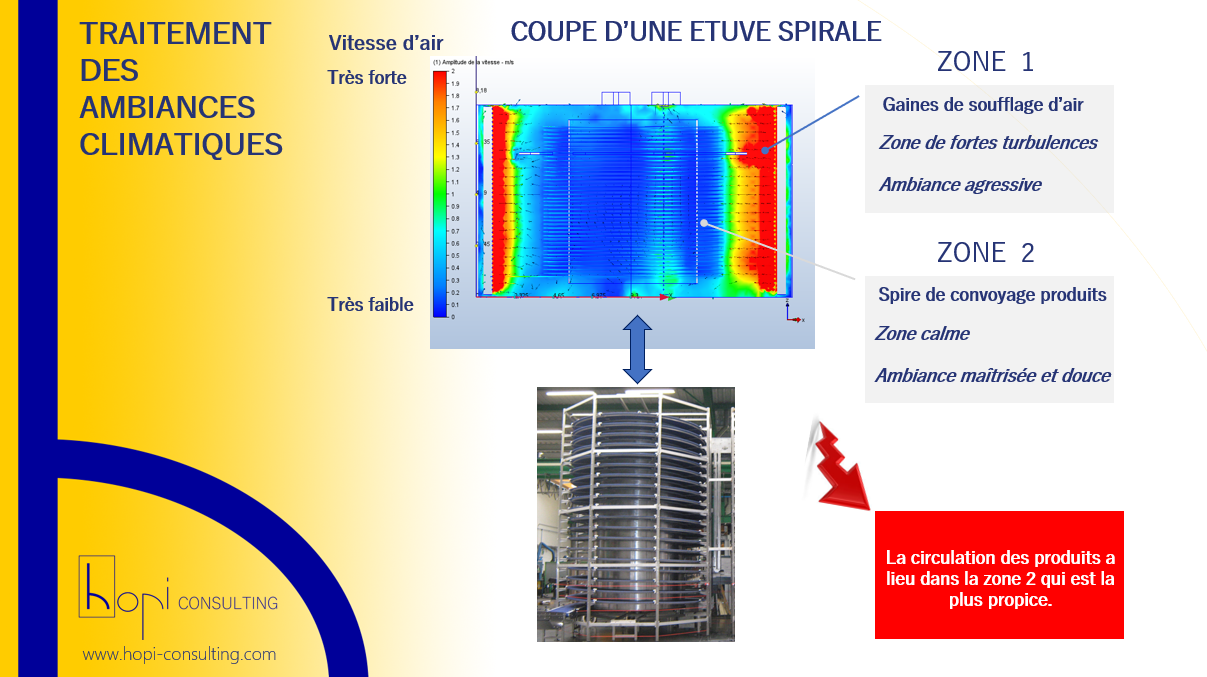
VERIFIER LES TAUX DE BRASSAGE ET DE VITESSES D’AIR :
Cet objectif est atteint en contrôlant les taux de brassage d’air, c’est à dire le ratio d’air ambiant dans l’espace de pousse qui est remplacé par de l’air neuf extérieur. Ce taux de brassage doit être de l’ordre 20 à 40 volumes/heure.
Et de contrôler par ailleurs que les vitesses d’air sur les produits ne sont ni trop fortes ni trop faibles. Il faut imposer des plages de vitesses d’air comprises entre 0,3 à 0,5 mètres/seconde.
ASSURANCE D’EQUIPEMENTS ROBUSTES ET EN BON ETAT DE MARCHE :
Ce conseil n’est pas à prendre à la légère. En raison des risques d’abrasivité et de corrosion apportés par les produits de boulangerie et de viennoiserie, l’usure des éléments en contact avec l’air de fermentation est accélérée et pose une réelle problématique. Il faut donc sélectionner des équipements résistants, faire des choix de matériaux (en privilégiant l’inox) et de conception pertinents pour s’adapter à de l’air chargé en farine, humidité et particules acides.

LES ENJEUX DE CETTE ETAPE :
Vous l’aurez compris maintenant, beaucoup d’enjeux évoqués précédemment vont se retrouver à nouveau à l’image de la maitrise cinétique de variation de température : ne pas refroidir ni trop vite ni trop lentement. Mais aussi de s’assurer qu’il n’existe pas de flux d’air de refroidissement privilégiés qui excluraient certaines zones dans le circuit de ressuage.
Toutefois, l’étape de ressuage après cuisson présente de vraies particularités.
En ce qui concerne les produits de panification et plus particulièrement les produits dits « crusty » ou croustillants comme la baguette, le ressuage est une étape à risque. En effet, une mauvaise migration de l’humidité des pains et c’est une croûte qui perd sa croustillance et une mie qui n’a plus sa conservation souhaitée. Il est donc essentiel de respecter les points clés de la maitrise de l’ambiance de ressuage et de ne surtout pas négliger l’effet de cette étape sur la qualité du produit fini. Le contrôle de l’hygrométrie permet de maitriser finement les écarts de pressions partielles de vapeur d’eau entre l’ambiance et la surface de la croûte des pains et ainsi de mettre sous contrôle le phénomène d’évaporation des produits.
étape à risque. En effet, une mauvaise migration de l’humidité des pains et c’est une croûte qui perd sa croustillance et une mie qui n’a plus sa conservation souhaitée. Il est donc essentiel de respecter les points clés de la maitrise de l’ambiance de ressuage et de ne surtout pas négliger l’effet de cette étape sur la qualité du produit fini. Le contrôle de l’hygrométrie permet de maitriser finement les écarts de pressions partielles de vapeur d’eau entre l’ambiance et la surface de la croûte des pains et ainsi de mettre sous contrôle le phénomène d’évaporation des produits.
Pistes d’économies d’énergies & solutions de FREE COOLING :
Le principe de fonctionnement de l’étape de ressuage repose sur une objectif de réduction de la température des produits à la sortie du four, en moyenne, de 80°C à 45°C. Il est donc indispensable d’agir de 2 façons combinées : extraire l’air chauffé des calories des produits cuits et le remplacer par de l’air neuf préalablement refroidi.
 La solution de FREE COOLING vise à remplacer la solution traditionnelle de refroidissement de l’air neuf par passage au travers d’une batterie froide de centrale de traitement d’air elle même refroidie par de l’eau glycolée (MPG ou MEG). L’idée est de remplacer cet échange thermique énergivore par une solution plus économique et écologique qui consiste à utiliser l’air frais extérieur si les conditions le permettent. Dans ce cas, l’air frais, dans la mesure où sa température convient à la cible de température de refroidissement souhaitée, n’est plus que filtré pour ensuite être utilisé pour refroidir les produits : on parle alors de solution en « tout air neuf » ou s’il est mélangé avec de l’air recyclé en « air neuf partiel« .
La solution de FREE COOLING vise à remplacer la solution traditionnelle de refroidissement de l’air neuf par passage au travers d’une batterie froide de centrale de traitement d’air elle même refroidie par de l’eau glycolée (MPG ou MEG). L’idée est de remplacer cet échange thermique énergivore par une solution plus économique et écologique qui consiste à utiliser l’air frais extérieur si les conditions le permettent. Dans ce cas, l’air frais, dans la mesure où sa température convient à la cible de température de refroidissement souhaitée, n’est plus que filtré pour ensuite être utilisé pour refroidir les produits : on parle alors de solution en « tout air neuf » ou s’il est mélangé avec de l’air recyclé en « air neuf partiel« .
Maitrise de l’hygiène de l’air et absence de contaminations :
Le ressuage reste une étape à risques en termes d’hygiène pour l’ensemble des produits conditionnés frais. C’est pourquoi les techniques de filtrations mais aussi les solutions complémentaires comme le traitement par ultra violets offrent de réelles garanties de maitrise du danger de pollution des produits par de l’air extérieur souillé.





POUR CONCLURE,
Cet article a été écrit par Ronan Le Bourhis, fondateur d’Hopi consulting, l’ingénierie dédiée à la Boulangerie, Viennoiserie, Pâtisserie. Découvrez d’avantage d’articles sur le blog Hopi consulting dédié la BVP
![]()